Ремонт головки ваз 2110
Ремонт ГБЦ на ВАЗ – что можно исправить своими руками?
Если ваш двигатель стал терять мощность, увеличился расход топлива и шум работающего мотора, значит, пришло время делать ремонт ГБЦ. ВАЗ – это автомобиль, где многое можно сделать самому, поэтому не спешите сразу ехать и записываться на автосервис. В головке блока цилиндров отремонтировать вам по силам если не всё, то многое.
Замена направляющих клапана
Критическая выработка направляющих втулок наступает при пробеге 150-200 тысяч км. Ремонт ГБЦ по замене втулок можно сделать и своими руками. Для их замены вам предстоит рассухарить все клапаны. Затем с помощью оправки для выбивания втулок следует удалить их из корпуса головки.
Немного сложнее будет установить новые втулки на место. Для правильной и лёгкой установки следует использовать температурный дисбаланс – головку блока нагреть (это расширяет металл, а значит, и посадочное место втулки), а новые втулки охладить до отрицательной температуры. Корпус головки в нужном месте следует нагревать до 100 градусов.
Сделать это можно с помощью электроплитки, разместив на ней ГБЦ так, чтобы место проведения работ находилось в зоне максимального прогрева. Смазав машинным маслом новые втулки (охлаждённые в морозильной камере обычного холодильника), вбиваем их в посадочные гнёзда. При соблюдении рекомендаций по температурной подготовке, описанных выше, втулки войдут легко, как “по маслу”.
После остывания металла втулки необходимо развернуть до диаметра, позволяющего клапану ходить без заеданий и перекосов. При этом работу надо выполнить так, чтобы шток клапана не болтался. Для выполнения этой процедуры необходим специальный инструмент – развёртка. Особенность заключается в том, что работать им необходимо только с одной стороны, проворачивая развёртку до конца. Большой ошибкой является расточка направляющей втулки с двух сторон – всё закончится тем, что вам заново предстоит менять втулку.
Запомните, что ремонт ГБЦ – это сложный процесс, малейшая неточность которого может закончиться потраченными нервами и средствами. Как правило, оплошность даёт о себе знать уже после сборки и запуска двигателя. Не всегда это происходит сразу, но обязательно в первую тысячу пробега.
Зенкование сёдел
Делая ремонт ГБЦ своими руками, будьте готовы к самому монотонному и продолжительному процессу – зенкованию. От его качества зависит многое:
- плотность прилегания клапана к седлу;
- степень сжатия в камере сгорания.
Работы по притирке седла выполняются специальным инструментом – шарошкой (реже – зенкером). С его помощью не совсем сработанному седлу можно придать нужные формы, чтобы прилегание клапана было более плотным. Работу начинаете с зенкера в 60 градусов.

Как только начался съём металла по кругу, меняете насадку – берёте зенкер с углом конуса 120 градусов. Им работаете до появления чёткой круглой кромки. Заключительный этап зенкования делаем конусом в 90 градусов – он должен пройти рабочую фаску не более 1,5 мм. Дальнейшая притирка клапана увеличит её до необходимой величины.
Притираем клапаны
После подготовки седла нас ждёт следующий этап ремонта – притирка клапанов. Для этого вам понадобится специальная притирочная паста. Наносится небольшой слой на клапан, затем вставляется последний в головку. На шток клапана надевается кусок резинового шланга (такого диаметра, чтобы налез с трудом).

Затем свободный конец размещаете между ладонями и начинаете, потирая руки, вращать клапан в разные стороны. Абразивная паста сделает своё дело, и ремонт клапана ГБЦ можно считать законченным.
Фрезеровка головки
Существует несколько неисправностей головки блока, которые вы самостоятельно не сможете устранить. При систематических перегревах двигателя происходит деформация алюминиевой головки блока. Идеально ровная поверхность прилегания головки к блоку двигателя перестаёт быть таковой.
Это приводит к тому, что прокладка между блоком и головкой начинает пропускать. Замена её на новую не решает проблему. В этом случае выходом может стать шлифовка прилегающей поверхности. Фрезеровка выполняется на специальном станке, что позволяет выполнить работу идеально точно.
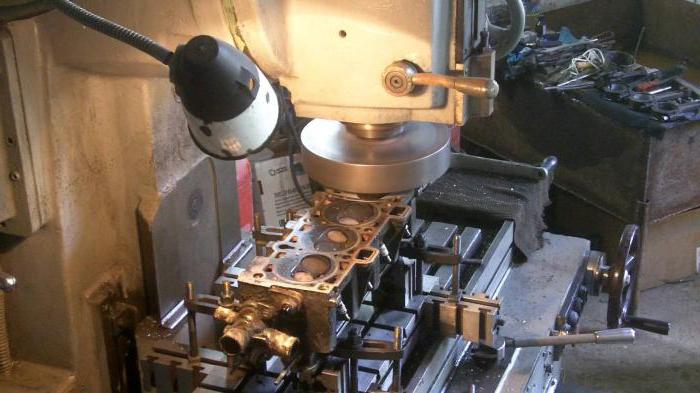
В условиях вашего гаража самостоятельно такую процедуру осуществить маловероятно. Использовать ручную шлифмашинку (как советуют некоторые гаражные “кулибины”) для этой цели означает полностью испортить прилегающую поверхность. В таком случае ремонт ГБЦ приведёт к полной замене головки – шлифовать её до бесконечности невозможно.
Трещины
При перегревах также может наблюдаться разрыв корпуса в виде трещин. Не всегда они видны для глаза, однако их наличие сильно отражается на правильной работе двигателя. Если трещины образовались в местах прилегания головки и блока, клапанных сёдлах – вам не останется ничего другого, как заменить головку блока на новую. Все другие участки поддаются восстановлению с помощью аргонной сварки. Такой ремонт ГБЦ самостоятельно сделать не получится ввиду отсутствия специализированного оборудования – далеко не на всех СТО имеется такая сварка.
Как видим, не всё доступно для ремонта своими силами. Правильно оценив фронт работ, вы, тем не менее, сможете сэкономить средства своего бюджета.
проверка технического состояния и ремонт головки цилиндров двигателя ваз 2110 | ваз 2111 | ваз 2112

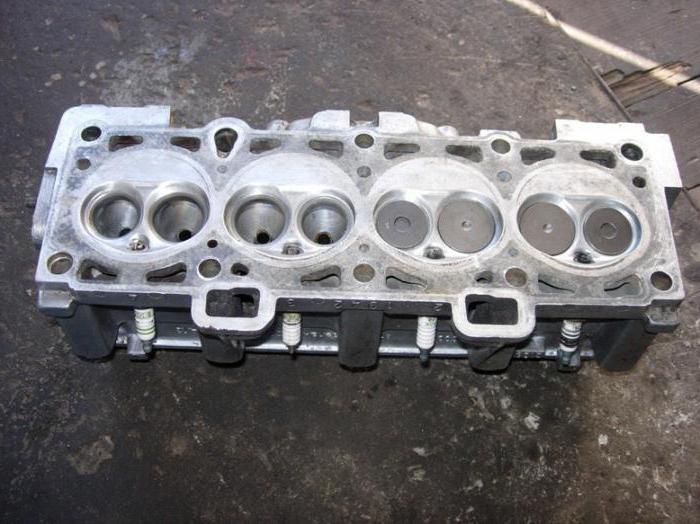
Головка блока цилиндров ваз 2110 | ваз 2111 | ваз 2112 .
Тщательно вымойте головку цилиндров и очистите масляные каналы. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой. Осмотрите головку цилиндров. На опорах под шейки распределительного вала и в отверстиях под толкатели клапанов не должно быть задиров и повреждений. Трещины в любых местах головки цилиндров не допускаются. При подозрении на попадание охлаждающей жидкости в масло, проверьте герметичность головки цилиндров. Для проверки герметичности закройте отверстия охлаждающей рубашки заглушками и нагнетайте насосом в рубашку охлаждения головки цилиндров воду под давлением 0,5 МПа (5 кгс/см.куб). В течение 2 мин не должно наблюдаться утечки воды из головки. Можно проверить герметичность головки цилиндров сжатым воздухом, для чего заглушите отверстия рубашки охлаждения заглушками приспособления 67.7871.9510, опустите головку цилиндров в ванну с водой, подогретой до 60-80 °С и дайте ей прогреться в течение 5 мин. Затем подайте внутрь головки сжатый воздух под давлением 0,15-0,2 МПа (1,5-2 кгс/см.куб). В течение 1-1,5 мин не должно наблюдаться выхода пузырьков воздуха из головки.
Седла клапанов.
Форма фасок седел клапанов показана на рис. 2-56. На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел. При этом снимайте как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки.
Порядок шлифования следующий:
вставьте в направляющую втулку клапана центрирующий стержень А.94059 и профрезеруйте фаску 15° фрезой А.94092 для седла впускного клапана или А.94003 — для выпускного. Фрезы надеваются на шпиндель А.94058; профрезеруйте фаску 20° фрезой А.94031 для седла впускного клапана или А.94101 — для выпускного; прошлифуйте фаску 45°, обеспечивая ширину фаски согласно рис. 2-56 и базовые диаметры 36 и 30,5 мм. Фаски шлифуются коническими кругами А.94100 для седел впускных клапанов и А.94078 — для выпускных. Круги надеваются на шпиндель А.94069. В момент соприкосновения круга с седлом шлифовальная машинка должна быть включена, иначе возникнет вибрация и фаска будет неправильной. После шлифования тщательно промойте седла и каналы головки цилиндров и продуйте сжатым воздухом.
Направляющие втулки клапанов.
Проверьте зазор между направляющими втулками и стержнями клапанов, измерив диаметр стержня клапана и отверстие направляющей втулки. Расчетный зазор для новых втулок: 0,022-0,055 мм для впускных клапанов и 0,029-0,062 мм — для выпускных; максимально допустимый предельный зазор (при износе) 0,3 мм при условии отсутствия повышенного шума газораспределительного механизма. Если увеличенный зазор между направляющей втулкой и клапаном не может быть устранен заменой клапана, замените втулки клапанов, пользуясь для выпрессовки и запрессовки оправкой A.60153/R (рис. 2-57). Запрессуйте направляющие втулки с надетым стопорным кольцом до упора его в тело головки цилиндров. После запрессовки разверните отверстия в направляющих втулках клапанов развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для втулок выпускных клапанов). Затем прошлифуйте седло клапана и, при необходимости, доведите ширину рабочей фаски до нужных размеров, как указано выше.
Маслоотражательные колпачкинаправляющих втулок при ремонте двигателя всегда заменяйте новыми. Поврежденные маслоотражательные колпачки заменяйте на снятой головке цилиндров. Для напрессовки колпачков пользуйтесь оправкой 41.7853.4016.
Клапаны.Удалите нагар с клапанов. Проверьте отсутствие деформации стержня и трещин на тарелке. Поврежденный клапан замените. Проверьте состояние рабочей фаски клапана. При мелких повреждениях ее можно прошлифовать, выдерживая угол фаски 45°30’±5′. При этом расстояние от нижней плоскости тарелки клапана до базовых диаметров (36 и 30,5 мм) должны быть в пределах 1,3-1,5 и 1,8-2,0 мм (рис. 2-58).
Пружины.Убедитесь, что на пружинах нет трещин и не снизилась их упругость, для чего проверьте деформацию пружин под нагрузкой (рис. 2-59 и 2-60).
Толкатели клапанов.Проверьте состояние рабочей поверхности толкателя. На ней не должно быть задиров и царапин. При повреждениях замените толкатель.
Болты крепления головки цилиндров.При многократном использовании болтов они вытягиваются. Поэтому проверьте не превышает ли длина болта L (рис. 2-61) 135,5 мм и если она больше, то замените болт новым.
Регулировочные шайбы.Рабочие поверхности шайб должны быть гладкими, без забоин, царапин и задиров. На них не должно быть ступенчатого или одностороннего износа, задира металла. Допускаются только концентричные следы от приработки с кулачками распределительного вала.
Рис. 2-56. Седла клапанов:
а — седло впускного клапана; б — седло выпускного клапана;
I — новое седло; II- седло после ремонта

Рис. 2-57. Выпрессовка направляющих втулок оправкой A.60153/R

Рис. 2-58. Предельные размеры при шлифовании фасок клапанов:
I — впускного клапана; II — выпускного клапана

Рис. 2-59. Основные данные для проверки наружной пружины клапана

Рис. 2-60. Основные данные для проверки внутренней пружины клапана

Рис. 2-61. Болт крепления головки цилиндров
Замена прокладки ГБЦ ВАЗ 2110 (8 клапанов)
Смотрите также
Прокладка ГБЦ имеет меньшие отверстия для ОЖ
-
0 2 1k
Была пробита прокладка ГБЦ на 2112
-
0 1 831
Что нужно для замены прокладки ГБЦ на 2112?
-
0 1 1k
Открутил болты ГБЦ нужно ли менять прокладку?
-
0 2 1k
Как устранить кратеры на блоке и на ГБЦ?
-
0 1 0
Прокладка ГБЦ представляет собой перфорированный лист из железа и асбеста или алюминиевого паронита с окантовкой по бокам и отверстиями под камеры цилиндров и соединительные болты. Главной задачей прокладки ГБЦ является уплотнение соединения плоскостей блока цилиндров. Вдобавок, прокладка поддерживает нужное внутреннее масляное давления в системе двигателя, а также не позволяет смешиваться охлаждающей жидкости и моторному маслу.
Признаки выхода из строя прокладки ГБЦ ВАЗ 2110
Не существует конкретных гарантийных сроков использования прокладки ГБЦ. На её долговечность влияют такие факторы как: степень эксплуатации двигателя, его модель, стиль вождения авто и другие причины. Однако имеются несколько симптомов, по которым можно определить, что прокладка вышла из строя:
- на стыке соединения блока и головки выступают потёки моторного масла или охлаждающей жидкости;
- с помощью масляного щупа обнаруживаются инородные светлые примеси или пенообразная эмульсия, которая возникает когда через соединение с ГБЦ проникает антифриз;
- меняется цвет выхлопа на синевато-белый, что свидетельствует о попадании воды в камеру сгорания блока цилиндров;
- наличие масляных пятен в бачке охлаждающей жидкости;
- повышается температура двигателя, по причине прорыва раскалённых газов в систему охлаждения, которые в момент нагревают охлаждающую жидкость.
Советы по замене прокладки ГБЦ
Снятие и установка прокладки ГБЦ осуществляется при выставленном в ВМТ коленвале. Также необходимо проследить, чтобы оба клапана 1-го цилиндра были закрыты.
Нужно помнить, что менять прокладку ГБЦ нужно после каждого снятия головки двигателя, даже если это и не обусловлено её негодностью.
Процедура замены прокладки ГБЦ ВАЗ 2110 на 16-клапанном двигателе в целом схожа на то, как поменять прокладка на 8-клапанном моторе, но имеет несколько нюансов:
- Обязательно происходит демонтаж ресивера.
- При снятии шкивов ремня ГРМ метка выставляется на двух шкивах и снимается два шкива.
- Снимается топливная рампа.
- Порядок и моменты затяжек осуществляются согласно требованиям для 16-клапанного движка.
Что понадобится для замены прокладки ГБЦ ВАЗ 2110 (8 клапанов)
Необходимые инструменты:
- трещотка с торцевыми головками «на 10»; «на 13», «на 17», «на 19»;
- ключ с насадкой «Torx»;
- отвёртка;
- динамометрический ключ;
- ключ для выкручивания свечей.
Подходящие комплектующие:
- комплект прокладок TRIALLI имеет артикул GZ1017022, его цена – 500 рублей;
- прокладка ГБЦ VICTOR REINZ имеет артикул 613666000, ее цена — 280 рублей;
- оригинальная прокладки ГБЦ ВАЗ (ВАТИ) имеет артикул 21083100302020, ее цена – 140 рублей.
Цена прокладок актуальна на лето 2017-го года для Москвы и области.
Устанавливаем поршень 1-го цилиндра в положение ВМТ такта сжатия. Фиксируем зубчатый шкив распредвала от проворачивания фиксатором. Выкручиваем свечи.
А) Ключом «на 10» отворачиваем две гайки крепления кронштейна троса привода дроссельной заслонки к ресиверу и снимаем его. Б) Снимаем шланги вентиляции картерных газов и подводящего шланга со штуцеров клапанной крышки. В) Ключом «на 10» отворачиваем две гайки крепления клапанной крышки и снимаем её.
Ключом «на 10» отворачиваем болты передней крышки ГРМ: два сбоку и один в центре. Снимаем крышку ГРМ.
Проверяем совпадение метки на зубчатом шкиве распредвала с установочным усиком на задней крышке привода ГРМ. Ключом «на 17» отвинчиваем шкив.
Отвинчиваем ключом «на 10» гайку крепления защитного кожуха и отгибаем кожух.
Видим, что ремень ГРМ тоже просит замены.
Отключаем разъем датчика давления уровня масла.
Ключом «на 10» отворачиваем две гайки и один болт крепления заглушки. Равномерно, ключом «на 13», откручиваем шесть гаек крепления заднего корпуса подшипников распределительного вала. Снимаем со шпилек задний корпуса подшипников распределительного вала.
Затем, так же равномерно и ключом «на 13», откручиваем четыре гайки крепления переднего корпуса подшипников распределительного вала и снимаем его.
Откручиваем четыре гайки крепления глушителя к выпускному коллектору.
Головкой «Е14 Torx» откручиваем 10 болтов на блоке цилиндров и снимаем блок.
Очистка и дефектовка деталей ГБЦ ВАЗ 2110
22.Очистите камеры сгорания от нагара. Осмотрите головку блока цилиндров. Если на ней естьтрещины или следы прогара в камерах сгорания, замените головку. Уберите заусенцы и забоины на плоскости головки блока.
23.Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейки. Замените головку, если зазор превысит 0,1 мм.
24.Проверьте состояние опорных поверхностей под шейки вала на головке блока и корпусах подшипников. Если хотя бы на одном из них имеются следы износа, задиры или глубокие риски, замените головку и корпуса подшипников.

25.Промойте масляные каналы бензином. Для этого заглушите вертикальный масляный канал со стороны камеры сгорания (канал находится между 3-м и 4-м цилиндрами).

26. залейте бензин в масляные каналы во всех опорах распределительного вала и выдержите 15
2О мин. Вылейте бензин, выньте заглушку и окончательно промойте каналы бензином с помощью груши.
27.Для проверки герметичности клапанов залейте керосин в камеры сгорания. Если в течение 3 мин керосин не просочится из камер сгорания – клапаны герметичны. В противном случае притрите или замените клапаны.
28.Установите под снимаемый клапан упор подходящего размера

29.Установите приспособление для сжатия пружин клапанов и сожмите с его помощью пружины клапана. Выньте с помощью отвертки или пинцета два сухаря.
30.Выньте верхнюю тарелку пружины, наружную и внутреннюю пружины клапана. Аналогичным образом выньте сухари, тарелки и пружины остальных клапанов.
31.Промаркируйте клапаны номерами цилиндров, например накерните.
32.Подтолкнув клапаны снизу, выньте их из головки блока.
33.Снимите маспосъемные колпачки приспособлением или пассатижами.
34.Снимите нижние тарелки пружин клапанов.
35.Очистите нагар с клапанов подходящим инструментом (например, металлической щеткой). Затем внимательно осмотрите клапаны.

36.Замените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске 1, трещины, деформация стержня 3 клапана, коробление тарелки 2 клапана, следы прогара. Неглубокие риски и царапины на рабочей фаске можно вывести притиркой клапанов.
37.Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов.
Более значительные дефекты седел клапанов можно устранить с помощью набора специальных фрез. Сначала обрабатывают фаску а (рис1) под углом 15°, затем фаску 6 под углом 20° и фаску в под углом 45°. После шлифовки необходимо притереть клапаны.
 Рис1. Места обработки фасок седел клапанов
Рис1. Места обработки фасок седел клапанов
38.Проверьте состояние наружной и внутренней пружин клапанов. Искривленные, сломанные, треснувшие пружины замените.
39.Для проверки упругости наружной пружины (рис2) измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам, замените ее.
 Рис2. Параметры проверки наружней пружины.
Рис2. Параметры проверки наружней пружины.
 Рис3. Параметры проверки внутренней пружины.
Рис3. Параметры проверки внутренней пружины.
40.Для проверки упругости внутренней пружины (рис3) измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам, замените ее.

41.Осмотрите толкатели клапанов. Если на рабочей поверхности 1 толкателя есть задиры, царапины и другие дефекты, замените толкатели. На рабочих поверхностях регулировочных шайб 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. При таких дефектах шайбы надо заменить. На шайбах допускаются концентрические следы приработки с кулачками распределительного вала.
Если вам понравилось?! Поделитесь с другом и подругой или плюсик от души. Человеческое вам спасибо, друзья.
(Соц. сети подключены в августе 2013 г.)
Ваши отзывы, комментарии, вопросы и ответы на LADA-10.ru
В обсуждении о причинах неисправности и других проблемах участвуют все желающие.
Если знаете, что ответить, пишите и тем самым поможете другим владельцам ВАЗ 2110 в поиске истины.
Комментарии на сайте LADA-10.ru запущены 11 января 2012 года